
Высокая печать в Хабаровске
Типографская печать: всё выше, и выше, и выше
Наиболее старая и подкрепленная доказательствами версия гласит, что честь открытия принципа высокой печати принадлежит немцу Йоханнесу Гутенбергу (1395/1400-1468 гг). Китайские историки уверяют, что в их стране эта технология появилась четырьмя веками ранее, в 1044-48 гг. Русские историки от сохи возмущаются: высокая печать была придумана именно у нас! «Ну-ну», – посмеиваются иракские учёные. Они свято веруют в то, что эта печатная техника – изобретение шумеров, древних жителей Месопотамии, которая с IV по II тысячелетия до нашей эры занимала территорию нынешнего мусульманского государства. В общем, каждая страна «копает своё Чёрное море», называя это патриотизмом, хотя (строго ИМХО!) истинный патриотизм заключается не в искусственном удревлении истории, а в изучении реального прошлого своей родины.
Карты, книги, деревянные игрушки штампы
Ну-с, пофилософствовали – и будет. Перейдём к фактам и вспомним, какие способы воспроизведения изображений были в Европе до Гутенберга. Вы наверняка уже прочли в статье «Шелкография» нашего блога, что трафаретная печать применялась на родине Альбрехта Дюрера, Генриха Коха и Германа Гессе с XII столетия. В начале 1400-х, когда бумага перестала быть диковинкой, в Старом Свете научились печатать картинки и тексты методом ксилографии – в первую очередь, на гравюрах религиозного содержания и (вот это номер!) новомодных игральных картах. Последние аккурат в это время попали в Европу… откуда вы думаете? Из арабских стран! Хотя приверженцы ислама утверждали, что они только импортёры, а сами эту гадость и в руки не берут, позже были обнаружены оригинальные колоды мамлюков – мусульманского племени Египта. Ирония в том, что в Коране (Сура ал-Маида 90-91) прямо говорится: «О те, которые уверовали! Воистину, опьяняющие напитки, азартные игры, каменные идолы и гадальные стрелы являются скверной из деяний шайтана».
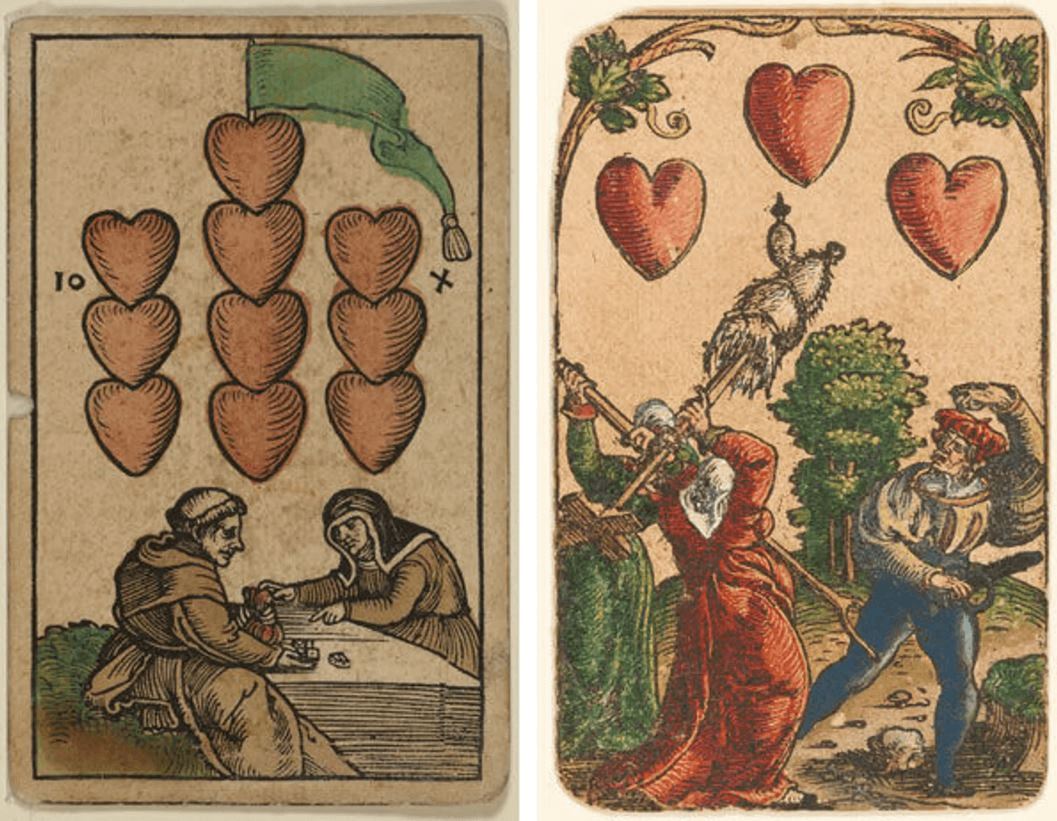
Средневековые игральные карты
Как бы то ни было, Европа заразилась карточной страстью. С каждым годом требовалось всё больше комплектов для игры, но даже изготовление одного занимало несколько недель. Нечего было и пытаться напечатать с помощью штампов толстенный талмуд, сплошь испещрённый мелким шрифтом.
Кстати, а как там обстояли дела с книгами? Ууу… печалька! Для сравнения: в Древнем Риме почти всё мужское население полисов было грамотным, функционировали публичные школы, у патрициев даже имелись частные библиотеки. Конечно, книги современного формата им заменяли папирусные свитки, тиражированием которых занимались освобождённые от тяжёлой работы рабы – скрипторы, но этого хватало, чтобы поддерживать уровень просвещения на должной высоте.
В V веке всё покатилось в ж… естокую деградацию. Единственным владельцем изготовленных вручную изданий отныне стала церковь, а народ погряз во тьме незнания. Только в XIII столетии появились вольнонаёмные писцы-ремесленники, а при университетах открылись либрарии (книжные лавки) – правда, и они не имели права продавать продукцию кому-то, кроме преподавателей и студентов.
На рубеже XIV и XV веков в связи с расширением торговых связей, колонизацией новых земель и развитием производства срочно потребовалось массовое изготовление теперь уже бумажной просветительской продукции. Писцы были по уши завалены работой, ксилография (вырезание символов на деревянном штампе и оттиск с него) обеспечивала точное копирование, но позволяла печатать одну, максимум две страницы за раз. Словом, Йоханнес Генсфляйш цур Ладен цум Гутенберг родился очень и очень вовремя. О нём и пойдёт речь прежде, чем мы познакомим вас с азами современной высокой печати.

Тёмное прошлое яркой личности
Биография первого в мире книгопечатника полна лакун и двусмысленностей. Начнём с того, что неизвестна точная дата рождения Иоганна – ориентировочно между 1395 и 1400 годами. Историкам не понравилась такая расплывчатая формулировка, они ткнули пальцем в небо… и попали в сидящего на облаке святого Иоанна Крестителя, чей день празднуется 24 июня. «Нуачо, красиво же! Так и запишем, – обрадовались хронологи, – а год назначим 1400-й чисто для красоты». Зато сохранились сведения о родителях будущего изобретателя, представлявших явный мезальянс: патриций из города Майнц Фриле Генсфлейш и дочь торговца сукном Эльза Вирих. Всего у них было четверо детей – Фриле, Эльза, сводная сестра Патце и младшенький Йоханнес. Предки занимались (о-го-го!) производством монет и ювелирных украшений, так что финансовое состояние фамилии было на высоте
.

Майнцкий кафедральный собор, построенный в 1239 году, был таким же при жизни Гутенберга!
Увы, принадлежность папаши к элите городского бюргерства сыграло с семейством злую шутку: во время вооруженного конфликта между патрициями и цехами (торгово-ремесленными компаниями) в 1411-м Генсфлейшу пришлось спешно бежать в соседний Элтвилль. Как жил, чему учился, какие имел порочные связи увлечения Йоханнес до 33-х лет – тайна, покрытая мраком (впрочем, что ж тут удивительного, если даже биографы Христа ничего не знают о детстве и юности Иисуса!). Наверняка известно только, что с 1434 по 1444 гг Гутенберг жил и работал в Страсбурге. Несмотря на недовольство отца, он отринул фамильное дело чеканки монет, однако продолжил другую традицию – изготовление ювелирных изделий из благородных металлов.
Параллельно Йоханнес занялся шлифовкой полудрагоценных камней (агата, оникса, сердолика и проч.) и производством небольших зеркал в оловянной оправе. За последними прямо-таки выстраивалась очередь из паломников, которые всегда брали этот аксессуар, отправляясь в поход к святым местам (негоже ведь явиться к нетленным мощам или в древний храм с грязью на челе и репьями в волосах!). Это шутка: на самом деле искатели благодати пришпиливали выпуклые зеркальца к головным уборам, чтобы уловить и собрать целительную энергию, исходящую от священных реликвий. Всё шло как по маслу, пока в Европе не разразилась очередная эпидемия чумы. Паломники отправились в добровольно-принудительную самоизоляцию, а Гутенберг остался не у дел.

Кто ищет, тот всегда найдёт!
Пытливый ум изобретателя быстро нашёл новую нишу для исследований – совершенствование способов печати. Сохранился любопытный протокол судебной тяжбы от 1438 года, инициаторами которой стали инвесторы некоего «технического проекта», организованного Гутенбергом. Один из участников, Андрей Дритцен, скоропостижно скончался, и его родня пыталась вернуть вложенные средства. Что это был за стартап, точно неизвестно, однако сохранились свидетельские показания о «покупке свинца, постройке пресса, форм и каком-то приспособлении из четырёх частей». Ювелир Ханс Дюнне сообщил суду, что получил от Йоханнеса 100 гульденов на изготовление компонентов для организации процесса печатания – значит, разработка новой технологии в то время шла полным ходом.

Рейнский гульден, XV век
Первые литеры – деревянные брусочки с рельефным изображением букв – создал голландец Лоуренс Янс-сон около 1430 года. Поначалу использовал их и Гутенберг, но вот беда: выгравировать чёткие контуры на волокнистом природном материале было сложно, а изнашивался такой шрифт буквально за несколько операций – трескался, давал усадку или размокал. Выгодной альтернативой представлялся металл, оставалось лишь грамотно подобрать состав компонентов. Спектральный анализ литер середины XV века установил: сплав содержал 75-85% свинца, 8-23% сурьмы (добавки, снижающей усадку и повышающей твёрдость) и 2-7% олова, которое улучшает литейные свойства и устраняет избыточную хрупкость. Этот рецепт по сей день применяется для оснастки типографского оборудования наборно-литейного типа.

Так выглядят деревянные литеры
Краску для смазывания литер Гутенберг изготовил, смешав с льняным маслом ламповую сажу. Идею наборной кассы (деревянного ящика для хранения шрифта) ему могло подсказать посещение любой провинциальной конторы банкира или ростовщика – там такие использовались для сортировки монет. Касса представляет собой плоский ящик с ячейками разного объема (в больших помещались самые часто встречающиеся буквы), поставленный наклонно. Прототип пресса гениальный модернизатор, вероятно, подсмотрел на соседней винодельне, куда захаживал вечерами в поиске вдохновения: подобное оборудование требуется для отжима сока душистых ягод. Зато технология отливки металлических литер была целиком и полностью изобретена Йоханнесом.
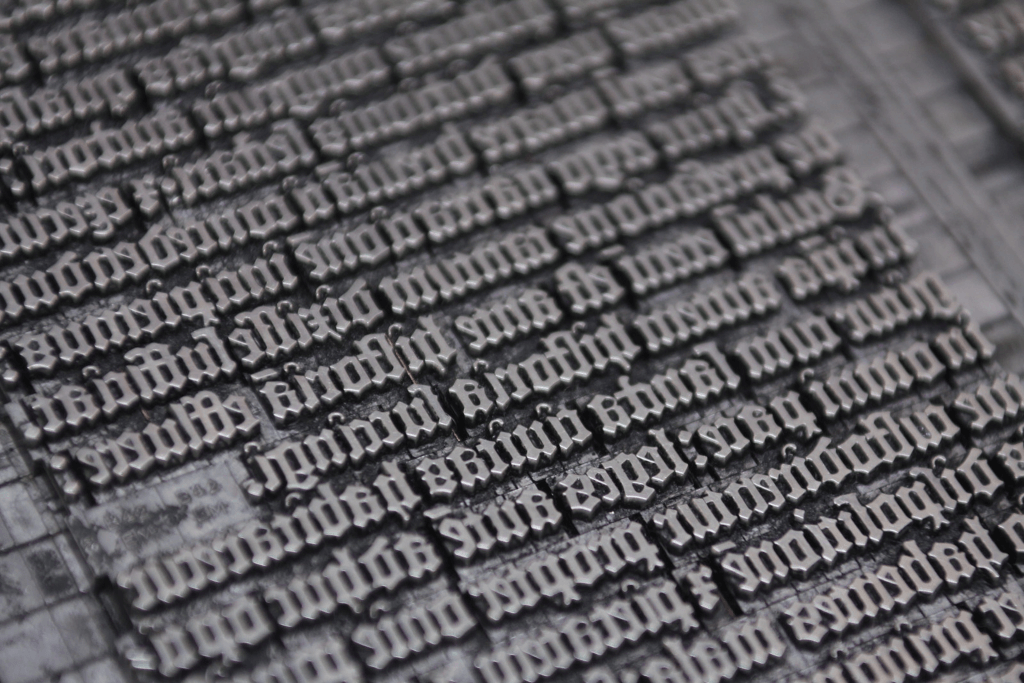
Металлические литеры времён Гутенберга
Прежде чем углубиться в изучение секретов высокой печати, вот вам загадка. Какой из этих портретов Гутенберга подлинный?

Правильный ответ: ни одного! Все портреты – бессовестное враньё чистая фантазия художников, которые жили на 2-3 века позже первопечатника. Прижизненных изображений, как и словесного описания внешности Йоханнеса Генсфляйша, не сохранилось… а может, и не существовало никогда.
Печатаю буквы, а грезятся цифры
На продолжение экспериментов Гутенбергу требовались финансы, и немалые. Выделить изобретателю 800 гульденов в 1450 году согласился богатый гражданин Майнца Йоханнес Фуст. Кое-кто считает его меценатом, подобным русскому покровителю изобразительных искусств купцу Павлу Третьякову, но это заблуждение: деньги проклятый буржуй состоятельный немец не дарил, а давал в долг под 6% годовых, о чём был заключён соответствующий договор. Отдельной строкой там упоминались 300 гульденов в год на съём квартиры, оплату труда работников и закупку расходного материала (бумаги, красок и т.д.). Как говорится, бензин наш – идеи ваши, но платить извольте по счётчику!
Научные исследования – как ремонт: к сумме первоначальной сметы следует добавить ещё столько же… потом ещё полстолька, да четвертьстолька и т.д. Вот и Гутенбергу в 1852-м срочно понадобились дополнительные вливания, и он заложил Фусту всё оборудование и материалы в обмен на 800 гульденов. Кстати, это весьма нехилые деньги: за 1,5 гульдена можно было купить (на выбор) 2 телёнка, 6 овец, 15 гусаков или 1300 куриных яиц. Выручку от реализации книг стороны согласились делить ровно пополам.

Первое ноу-хау Гутенберга
Уникальной конструкцией европейского первопечатника стала словолитная форма. Она состояла из бронзовой или медной матрицы и стального пуансона. На пуансоне гравировались буквенные символы в зеркальном отражении, после чего он вдавливался в матрицу – в результате получалось прямое изображение.
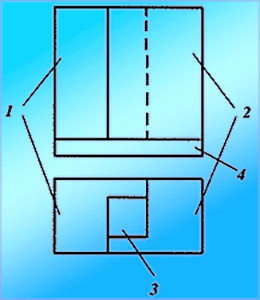
Схема словолитной формы
Пуансон состоял из двух Г-образных элементов (на рисунке 1 и 2); сдвигая или раздвигая их, Гутенберг менял размер просвета формы сообразно ширине буквы (латинская m, например, втрое толще, чем i), закрывал матрицей (4) и заливал в полость (3) расплавленный металл.
Производство словолитных форм было трудоёмким: требовалось не только печатать тексты, но и точно копировать рукописи. Отдельными партиями изготовляли прописные и строчные буквы, арабские и римские цифры, весь набор знаков пунктуации, специальные символы – и это лишь для одного шрифта, коих было несколько десятков. Общее количество литер зашкаливало за тысячу.
Заглавные буквы укладывали в верхний ящик наборной кассы, обычные – в нижний вместе со знаками препинания. Наборщик, читая текст оригинала, левой рукой держал верстатку (металлическая пластина длиной 80-200 мм с бортиками, один из которых подвижен и перемещается в зависимости от длины строки), а правой компилировал текст и перекладывал готовый фрагмент на наборную доску.
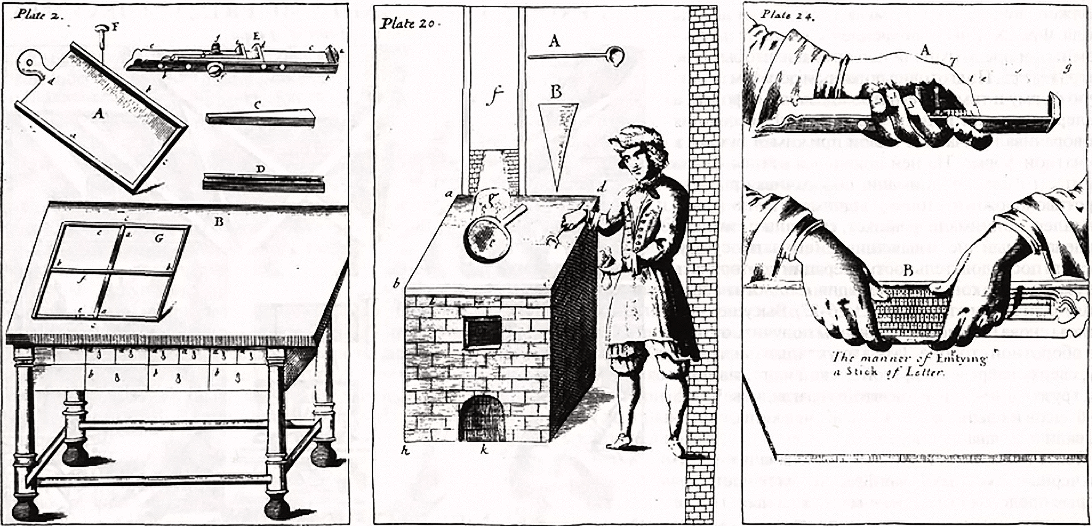
1) Наборная касса и инструменты наборщика 2) Словолитчик 3) Рука наборщика с верстаткой (в). Гравюра XVII века
Осторожно: много терминов!
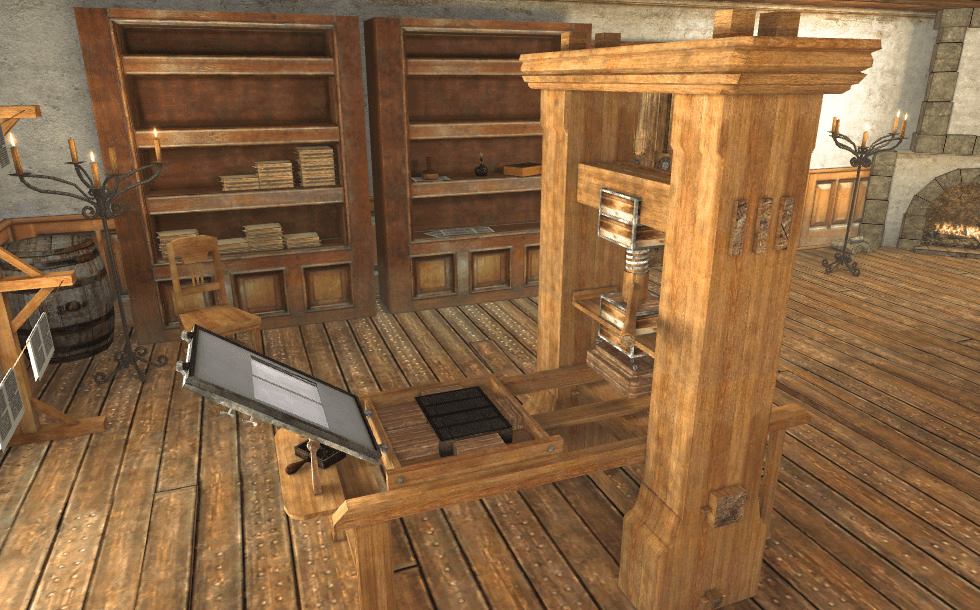
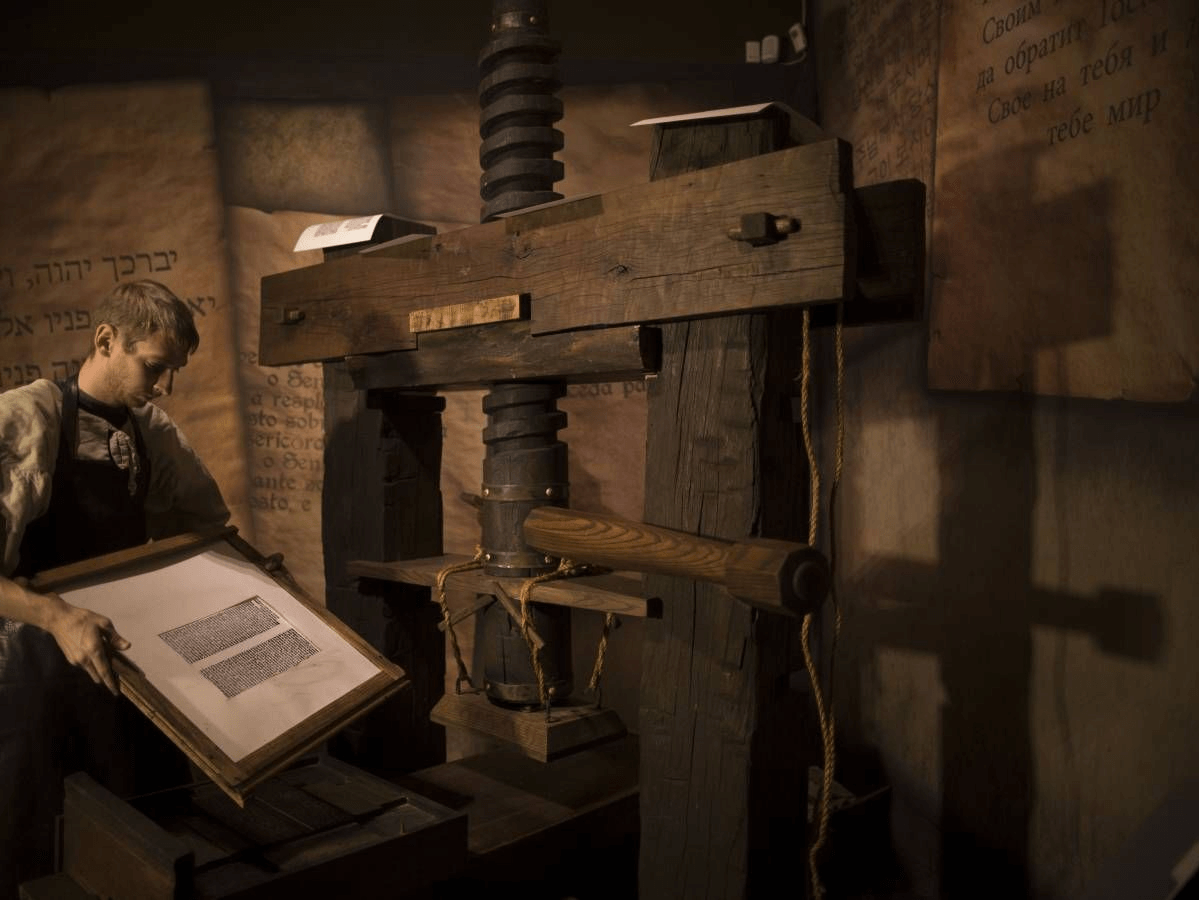
Важнейшей типографской машиной в типографии Гутенберга считался пресс. Первые модели делались из дерева, но наиболее подверженные нагрузкам узлы выполнялись из металла. Громоздкий станок сам по себе весил изрядно, однако для пущей устойчивости его крепили к полу и потолку, ведь качественная печать – особенно в две краски – требовала максимальной точности.
Ключевым элементом печатного станка Йоханнеса был деревянный винт с кукой – нажимным рычагом. На его конце устанавливали тигель, или пиано – четырёхугольную прижимную плиту. Винт вместе с тигелем поднимался или опускался с помощью рычага. Казалось бы, ничего сложного, но эта операция под силу только физически сильным, здоровым людям с высокой концентрацией внимания и отличной координацией.
Ещё одна составляющая типографского пресса – направляющая станина. Это подвижный стол с талером (приводной кареткой), которым управляли шнуром, намотанным на вал с рукояткой. На талере закрепляли печатную форму с одной-двумя страницами набранного текста. Чтобы литеры не рассыпались и не разъехались, их несколько раз обматывали суровой ниткой, затем покрывали тонким слоем краски. Инструмент для нанесения чернил назывался в точности как еврейская пресная лепёшка – «маца», только в данном контексте это кожаная подушечка. Перед началом печати мацу 8-10 часов вымачивали в воде для размягчения, а менять её приходилось раз в несколько дней – качество изображения сильно зависело от гладкости и равномерности красочного слоя.
Пока прессовщик допечатывал очередной лист, другой работник готовил отдельную форму: влажный лист бумаги он укладывал на декель – очередного ноу-хау Гутенберга. Декелем называется эластичная прослойка (в XV веке – мягкая кожа или ткань), которая обеспечивает хороший контакт формы с материалом и выравнивает давление при печати. Бумагу прикалывали к декелю иглами, а сверху фиксировали фрашкетом – рамой с натянутым картоном или бумагой, где прорезана область нанесения текста. Фрашкет крепился к декелю шарнирами: они защищали поля бумаги от грязи.
Весь процесс печатания – цепочка из восьми операций:
- печатную форму укладывают на станину пресса;
- талер задвигают под тигель;
- прессовщик нажатием рычага прижимает бумагу к форме – на ней остаётся оттиск;
- винт с тигелем поднимают поворотом рычага в противоположном направлении;
- талер достают из-под пресса, фрашкет снимают, бережно отдаляют бумажный лист и вывешивают его на просушку;
- с высохшими листами проводят те же действия, но с обратной стороны;
- готовые страницы раскладывают между ровными досками и прижимают гнётом весом в 40-50 фунтов (18-22 кг);
- спустя 5-6 часов вынимают, сортируют по номерам, формируют из них кипы и отдают переплётчику.
Если нужно было сделать текст двухцветным, сначала печатали чёрные символы, накрыв области, которые предстояло нанести красной краской, фрашкетом. Вторым проходом фрашкетом защищали готовый оттиск от проникновения другой краски.
Бумага, превращённая в драгоценность
Первой книгой, сошедшей в 1445 году со станка Гутенберга, стала «Сивиллина книга» - текст о грядущем втором пришествии Христа, созданный в 1360-м в Тюрингии. Даже беглый взгляд на оттиск говорит, что полиграфист использовал литеры из мягкого металла (очень уж расплывчаты очертания букв). Строки «гуляют» вверх и вниз, образуя волну, одноименные буквы часто имеют разный размер. Однако для «пробы пера» совсем недурно!
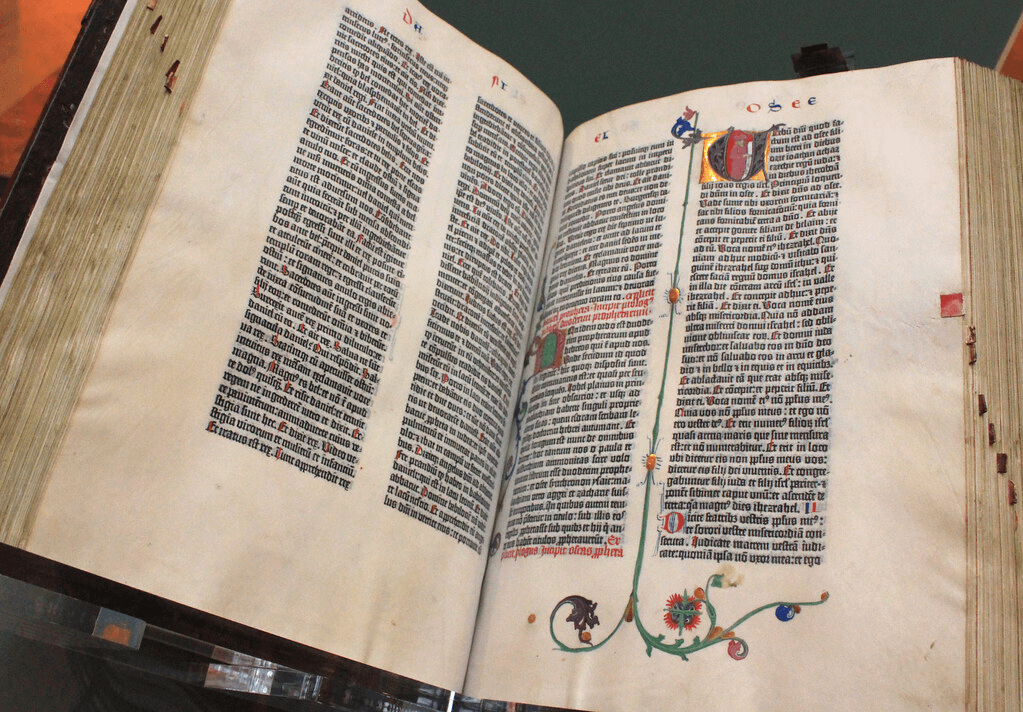
Следующими изданиями были астрологическая таблица на 30 лет вперёд (1448 г), медицинский календарь (1454 г), описание епархий католической церкви «Provinciate romanum» (1455 г). Наконец, в том же 145-м вышел в свет бриллиант гутенберговой коллекции – 42-строчная Библия. Формат книги называется «in folio»: размер страницы равен половине типографского листа и почти соответствует нынешнему А3 (297х420 мм). Тетради толщиной 20 страниц каждая вместе составляют 1271 страницы. Текст набран в две колонки, а краска сохранилась настолько прекрасно, что буквы цвета воронова крыла поблёскивают, будто лишь вчера сошли с печатного станка. Это объясняется, вероятно, усовершенствованным составом чернил – находчивый немец добавил в них порошки меди, свинца и серы.
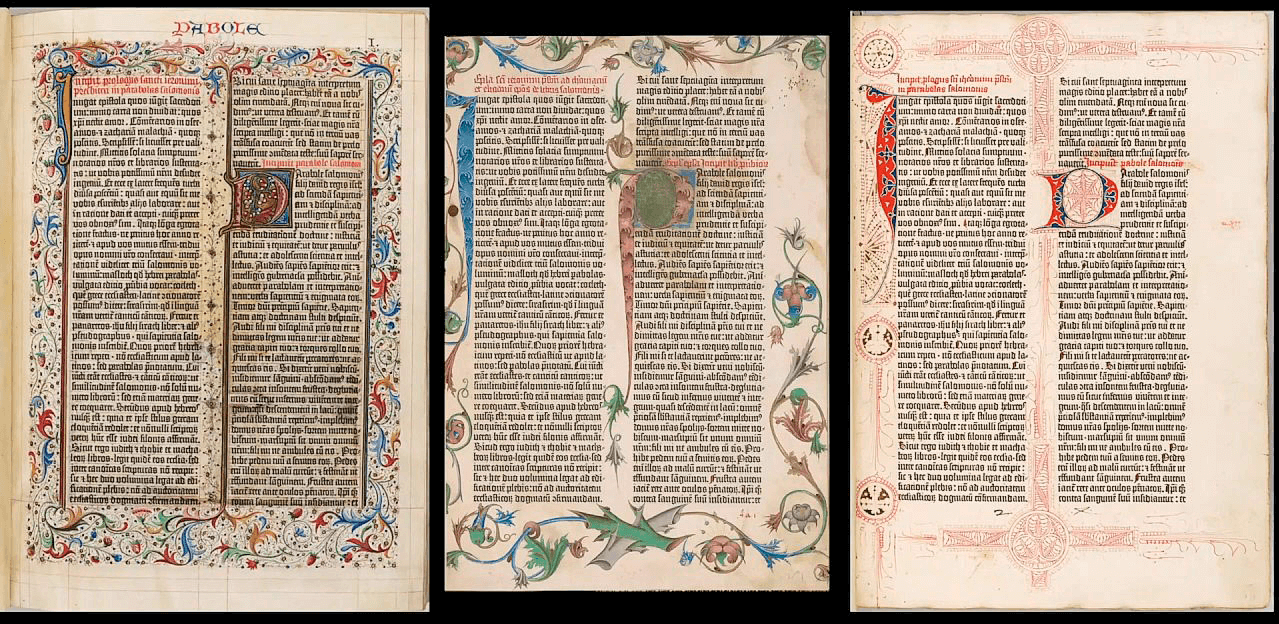
Вот она, красавица – 42-строчная Библия Гутенберга!
Библия Гутенберга 1455 года, отпечатанная на пергаменте, стоила 100 гульденов, что было эквивалентно стоимости каменного особняка. Бумажная версия книги стоила «всего-навсего» 46 гульденов: заработок писца за 4 года, 5 лет безбедной жизни одного знающего толк в удовольствиях аристократа, цена 12 коров или 2 породистых лошадей.
На современных аукционах стартовая цена одной страницы любого из 50 экземпляров майнцской печатной Библии – свыше 100 тысяч долларов. Одним из счастливцев, купивших почти полный первый том уникального издания, стал японский бизнесмен, который любезно передал его в собственность библиотеки Токийского университета. За оригинал книги предприниматель выложил в 1987 году 4,9 млн долларов.

Дружба дружбой, а денежки врозь
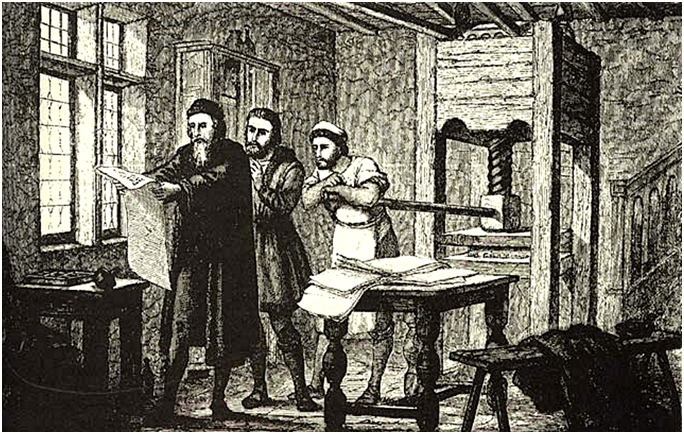
Думаете, для Йоханнеса Гутенберга настали золотые деньки – толпы заказчиков валят в типографию, гремя полными кошелями золотых, и слава гениального немца множится кс каждым свежим экземпляром книги? Как бы не так! В конце исторического 1455-го между изобретателем и его кредитором Йоханнесом Фустом произошёл какой-то конфликт, и печатник в одностороннем порядке объявил о полном разрыве отношений. Если помните, именно в это время Гутенберг должен был вернуть деньги, полученные от респектабельного бюргера на развитие производства. Посчитал он, что Фуст сам нарушил условия договора, или что патрону достаточно уже вырученных от реализации первых изданий средств – дело тёмное. Во всяком случае, господин Фуст обратился в суд, где заявил: этот чернорабочий (да вы гляньте на него – весь в саже, как трубочист!) отказывается выплатить мне два кредита по 800 гульденов с процентами.
Нелёгкие раздумья Гутенберга
Дотошный судья нашёл изъян в иске Фуста: согласно договору, его финансы классифицировались не как кредит, а как инвестиции – деньги, вложенные в предприятие с целью получения прибыли, а здесь действуют совсем другие правовые нормы. Фуста возражение только раззадорило, и он выкатил требование о взыскании колоссальной компенсации суммой 2020 гульденов, мотивируя это тем, что Гутенберг помимо «официальных» заказов печатал массу мелких изданий вроде церковных календарей, листовок, писем-индульгенций и т.д. Ответсик парировал: «Я вложил в них собственные средства – всё, что получил от продажи крупных фолиантов», но… Суд постановил, что прав истец, а поскольку изобретатель не скопил сколь-нибудь значимой суммы (и Фуст об этом прекрасно знал), сама типография, почти весь тираж знаменитой Библии, полный комплект оборудования отошли обвинителю.

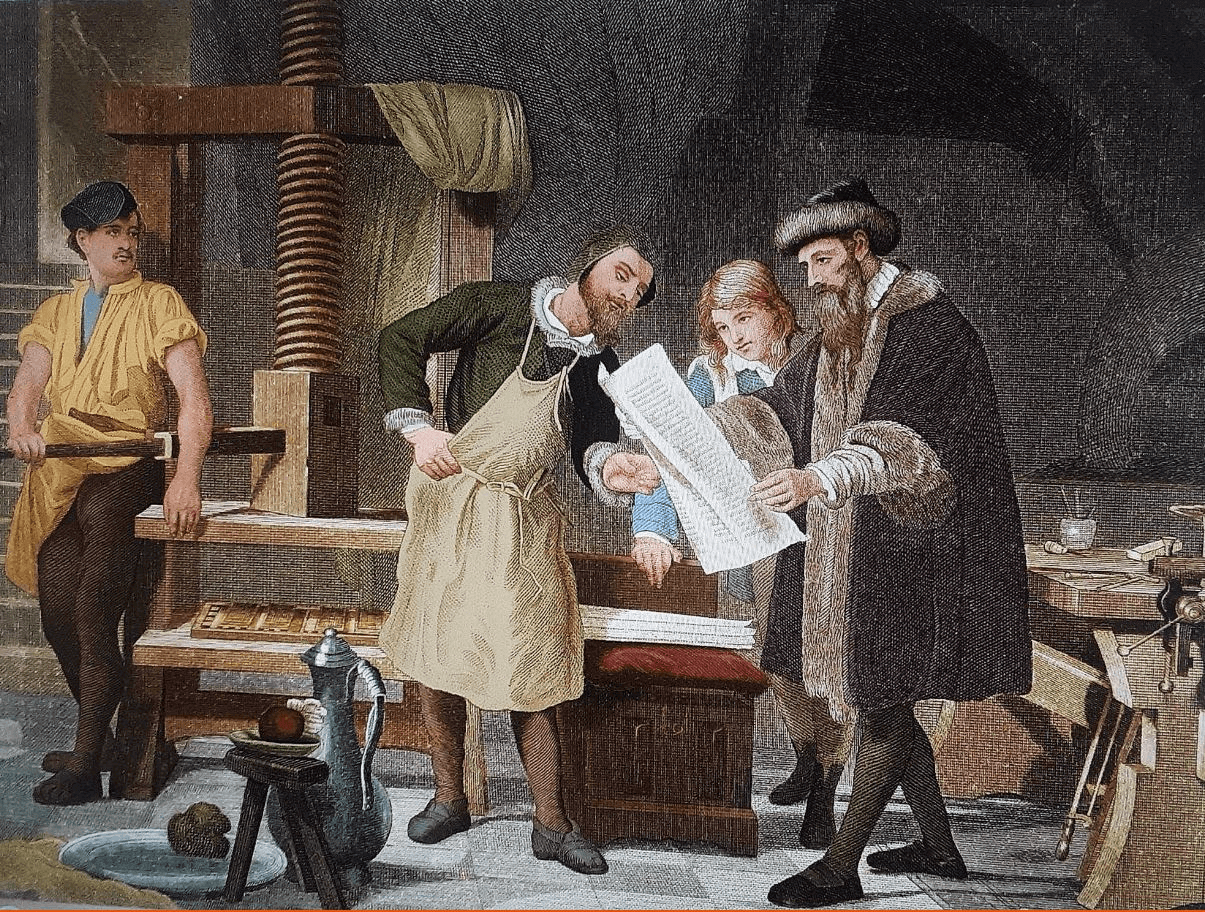
Примерно так выглядела типография Гутенберга в Майнце
Возможно, у Гутенберга всё-таки остался печатный пресс – по крайней мере, вплоть до своей смерти в 1468 году он выпускал одностраничные буклеты и компактные брошюры толщиной в несколько листов. Однако с технической и эстетической точки зрения эти работы не шли ни в какое сравнение с роскошным Священным Писанием.
Высоты печатного искусства
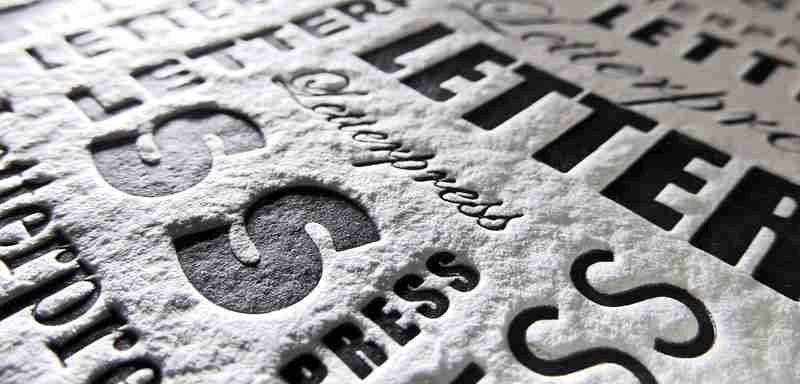
Технология высокой печати была основной при производстве полиграфической продукции с XV до середины XX века. В 1970-е, с внедрением офсетной и цифровой печати, letterpress (термин, принятый в англоязычной среде) стала казаться слишком медленной и малоэффективной. Но беспокойный дух Гутенберга оберегал своё детище – он не дал высокой печати затеряться в ворохе устаревших способов обработки бумаги, а припрятал её в укромном уголке изобретений, которым ещё предстоит возродиться. И недаром: в наши дни оттиск с выпуклых матриц нашёл применение в форме открыток, визиток, дипломов, сертификатов, конвертов, приглашений, упаковки, этикеток и бирок. Современные материалы штампов, специализированные краски, высокоточное печатное оборудование, разнообразие качественной бумаги позволяют воспроизвести самый мелкий шрифт и тончайшие линии с чётким углублённым рельефом, приятным на ощупь. Поговорим об этих составляющих процесса высокой печати подробней.
Бумага для высокой печати
Типографская бумага (её второе название) по составу и свойствам сильно отличается от офсетной. Целлюлозное полотно изготовляют без проклейки в массе, придающей гидрофобность, поскольку при печати оно не будет контактировать с водой. Чтобы сделать бумагу мягкой, легко поддающейся деформации под давлением пресса, в массу вводят не менее 30% минерального наполнителя – мела или каолина. Это снижает механическую прочность материала (устойчивость к разрыву, излому, выщипыванию), зато наделяет очаровательной шероховатой текстурой и белоснежным цветом. Впрочем, типографская бумага бывает и гладкой – она отличается большей плотностью.

Мы строго контролируем условия, в которых хранится и обрабатывается бумага: например, избыточная влажность может стать причиной коробления, скручивания, образования морщин, слишком сухой воздух – к накоплению целлюлозой статического электричества.
Есть ещё важный нюанс: типографская бумага по ГОСТ 9095-89 выпускается двух типов: №1 – 100% белёная целлюлоза, №2 – 50% белёной целлюлозы, 50% белой древесной массы. Вторая быстрее ветшает, желтеет, легче рвётся, поэтому используется для печати бюджетной продукции «с ограниченным сроком годности» – газеты, листовки, брошюры и т.д. Первая изначально светлее, ровнее и крепче – на ней можно печатать производственную документацию, журналы и даже книги.

Чем тоньше бумага, там менее заметным будет рельеф на лицевой стороне, а вот на обратной явственно проступят буквы и знаки препинания в зеркальном отражении. В принципе, обработке подлежат листы толщиной от 0,5 мм (плотность 300-400 г/м2) – вопрос в том, какого визуального и тактильного эффекта мы хотим добиться. «Любимая типография» рекомендует обратить внимание на хлопковую бумагу: белоснежная, приятно пухленькая, она составляет приятный контраст с четкими иссиня-чёрными печатными углублёнными строками.
Другие запечатываемые материалы
Современные технологии позволяют переносить изображения с компьютерного макета не только на типографскую, но и на дизайнерскую, мелованную, фактурную и крафтовую бумагу. Можно напечатать текст или картинку на картоне, гофрокартоне, фольге, полиэтилене, виниле, самоклеящейся плёнке, деревянных и пластиковых плоских предметах… даже на металлических монетах и медалях (хотя, на наш взгляд, такие изделия выглядят более презентабельно с лазерной гравировкой).

Формы для высокой печати
Напомним, что форма – это пластина, на которой формируются печатные (дающие оттиск) и пробельные элементы, предназначенная для многократного использования. Все «макушки» печатных элементов имеют одинаковую высоту, как травинки на лужайке, по которой только что прошлись газонокосилкой. Пробельные элементы утоплены ровно настолько, чтобы в них не попала краска, наносимая упруго-эластичными валиками.
Есть три способа получения печатных форм: 1) травление 2) фотополимеризация 3) лазерная гравировка.
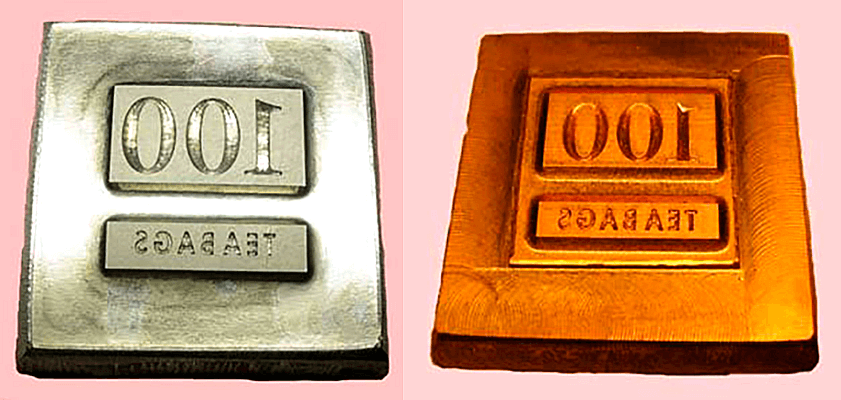
1) Форма из магния 2) Форма из 99,99% меди
Формы из магния и чистой меди протравливают хлоридом меди или хлорным железом. Магниевый штамп выдержит от 50 до 100 тысяч оттисков, медный – от 100 до 300 тысяч. Эти металлы хорошо поддаются гравировке и фрезерованию. Однако мы предпочитаем работать с фотополимерными формами – они недороги, подходят для срочных заказов, так как быстро изготавливаются, устойчивы к истиранию и химическим веществам, выдерживают до миллиона качественных оттисков. Хотите узнать, как рождается такая форма? Тогда уделите пять следующему разделу!
Фотополимерные формы
Изготовление фотополимерной формы
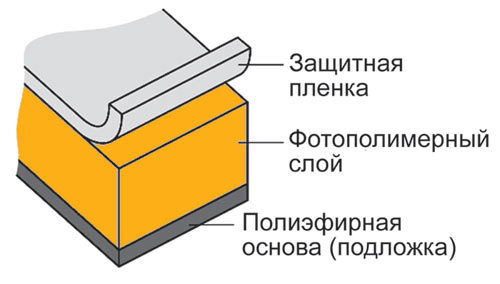
Все фотополимеризующиеся пластины для высокой печати устроены по принципу бутерброда. Ломтик хлеба – это подложка: её делают из стали, алюминия либо полиэфирного полотна. Поверх подложки соорудим сложносоставную начинку, только вместо листика салата, ветчины, помидора, сыра и оливок положим слой, содержащий фотополимеризующуюся композицию.
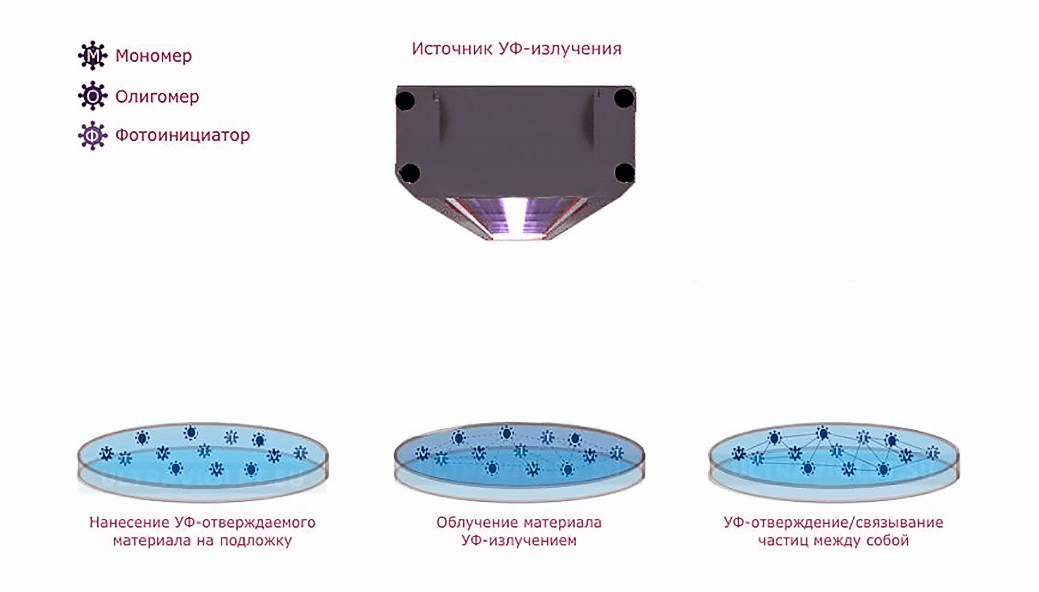
ФПК состоит из трёх ингредиентов:
- мономеры – органические соединения с низкой вязкостью и небольшим молекулярным весом, обычно это акриловые или эпоксидные смолы;
- олигомеры – ненасыщенные органические соединения с бОльшим молекулярным весом, способные вступать в сополимеризацию с мономерами. Они могут иметь форму вязкой жидкости или твердого вещества. Основные группы олигомеров ФПК – олигоэфиракрилаты, олигоэфиракрилаты и эпоксиакрилаты;
- фотоинициатор – вещество, которое запускает цепную реакцию. Вообще-то полимеризация пройдёт и без него, но с такой черепашьей скоростью, что наш уважаемый заказчик успеет прочитать всю Библию с комментариями, написать по этому поводу кандидатскую, защитить её и отпраздновать это событие. В роли этих подстрекателей химического кипиша обычно выступают органические производные бензофенона, тиоксантона, антрахинона, пероксид водорода или ацсилфосфиноксиды. Фотоинициаторы запускают процесс кристаллизации при облучении волнами в диапазоне 250-460 нм.
Наконец, тонкий слой майонеза поверх нашего бутера – это защитная плёнка, предохраняющая фотополимеризующую композицию от преждевременной засветки. Она удаляется только в процессе изготовления формы, который, в свою очередь, складывается из пяти этапов.
- Основное экспонирование. Если вы читали про аналоговую фотографию или – вдруг! – сами держали в руках «Зенит» или «Ломо-Компакт», проводили вечера при свете красной лампы в ванной и вдыхали уксусный аромат фиксажа, то этот термин вам стопудово знаком. В полиграфии так называется засвечивание фотоформы УФ-лучами с длиной волны от 200 до 400 нанометров через матированный плёночный негатив. Под прозрачные участки негатива свет свободно проникает и отверждает фотополимер – так образуются возвышенные печатные элементы. Там, где тёмная плёнка блокирует УФ-волнам доступ к пластине, формируются углублённые пробелы. Вы спросите, почему негатив делают из плёнки, а не из стекла? Всё просто: единственный вид стекла, который пропускает ультрафиолет – кварцевое, но при его дороговизне и хрупкости значительно удобней пользоваться синтетической плёнкой, обработав её лазером на специальном фотовыводном устройстве.
- Вымывание. Незатвердевшие фрагменты негатива надо удалить, и лучше всего для этого подойдёт обыкновенная вода из крана с температурой 29-30 градусов. А для пущей чистоты мы воспользуемся… нет, не ёршиком для бутылок и не содой, а мягкими плюшевыми щёточками. Некоторые пластины подлежат промывке этиловым спиртом, который после завершения работы… утилизируется как всякий бытовой отход, а вы что подумали?
- Споласкивание. Буквально одну минутку ополаскиваем пластину холодной водой и бережно протираем мягкой замшевой салфеткой.
- Сушка. В процессе вымывания полимерная пластина впитывает растворитель – его-то мы и будем удалять, чтобы предотвратить набухание печатных элементов и стабилизировать форму. Пластины на стальных и алюминиевых подложках сушат струёй горячего воздуха при +80°С, на полиэфирной основе – при +60°С.
- Дополнительное экспонирование. Оно нужно, чтобы полимеризовались те 20-25% элементов, которые не затвердели при первичном экспонировании. Облучение проводится ультрафиолетом с длиной волны 360 нанометров. Такая операция повышает тиражестойкость фотоформы и улучшает качество оттиска. Высушенные формы хранятся при влажности воздуха около 60% и температуре +20-22°С.
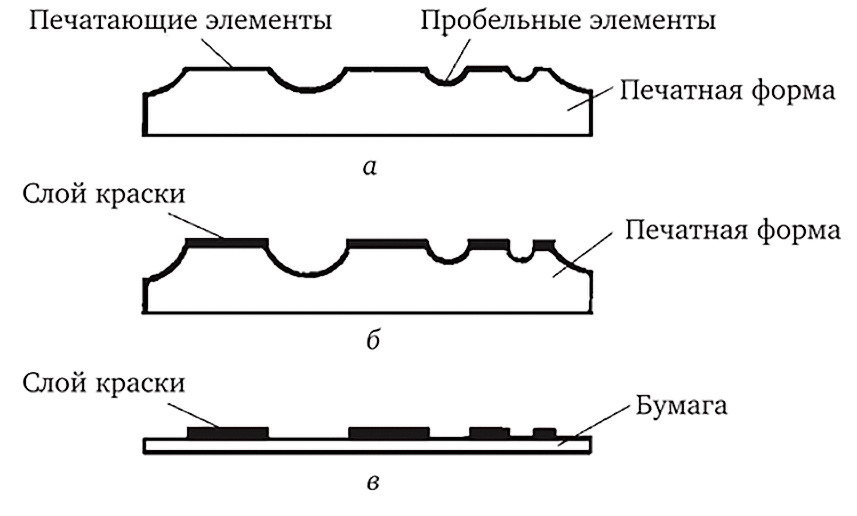
В разрезе: а) печатная форма; б) печатная форма с нанесенной краской; в) бумага с оттиском.
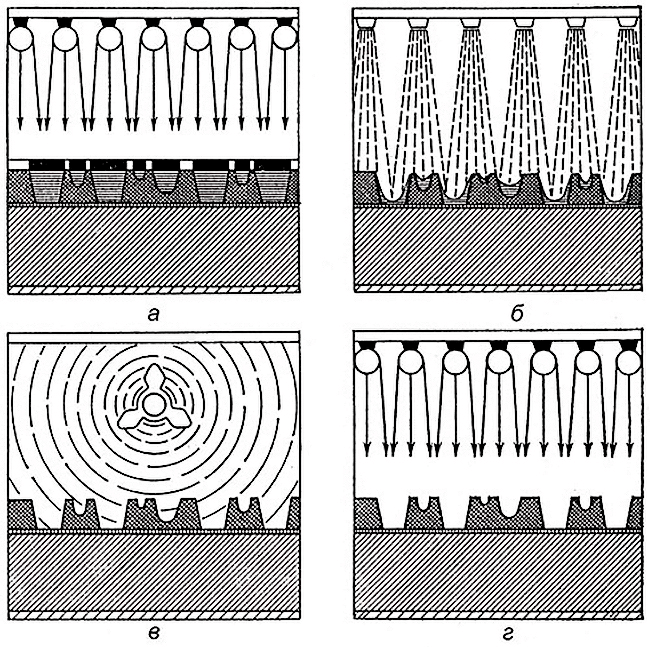
Технологические операции получения фотополимерных печатных форм:
а) экспонирование; б) вымывание пробельных участков; в) сушка печатной формы; г) дополнительное экспонирование печатающих элементов.
Краски для высокой печати
Типографские машины соблюдают строгую диету: им подавай исключительно пастообразные краски, которые равномерным слоем покрывают печатные элементы, не затекая в ямки пробелов. Современное оборудование для высокой печати оставляет оттиск на бумаге за тысячные доли секунды, поэтому чернила должны быть не слишком вязкими и закрепляться практически мгновенно. Только разноцветные иллюстрационные краски требуют выдержки в течение 1-2 дней.

В их составе – органические, неорганические компоненты и фирнисы – связующие компоненты, которые не дают пигментам комковаться и обеспечивают хорошую адгезию к материалу. В чёрной типографской краске пигментом выступает газовая сажа, умеренный блеск придают синий и фиолетовый лаки, а связующим является раствор битума в минеральном масле.
Другой тип фирнисов –
алкидные смолы, регулирующие реологические свойства состава. Часто используется наполнитель вроде глинозёма или другого белого пигмента, церезин, парафин и т.д.
Получить нужную вязкость и липкость помогают натуральные масла – льняное, тунговое, хлопковое; их добавляют в количестве 3-10% от общей массы. Для печати на мелованной бумаге применяются пластифицирующие пасты – с ними краска обретает гладкую текстуру и перестаёт осыпаться. Ещё один важный компонент – сиккативы (соли марганца, кобальта, свинца): эти катализаторы окислительной полимеризации ускоряют образование плёнки на красочном слое.
Вот таким «смузи» мы и кормим наши типографские машины. Что с них взять – оборудование хоть и новое, но изготавливается по старинным технологиям, а пожилым, как говорится, везде у нас респект, уважуха и режим максимального благоприятствования!

Что умеет высокая печать?
Мы уже упомянули некоторые виды полиграфической продукции, которые можно изготовить посредством этой технологии. На самом деле список значительно длиннее:
- бланки, формуляры строгой отчётности;
- чеки, квитанции;
- билеты с перфорацией и нумерацией;
- серийные номера на банкнотах, сертификатах, ценных бумагах;
- этикетки, бирки;
- стикеры, наклейки;
- билеты;
- бумажные и пластиковые пакеты;
- одноразовая упаковка для еды и напитков;
- очаровательные визитки, приглашения, открытки и проч.
Разумеется, типографская печать – не универсальный инструмент; это всего лишь один цветной карандаш из огромного набора профессионального художника, у которого есть ещё пастель, акварель, восковые мелки, гуашь и масляные краски. Для нас выразительными средствами являются шелкография, блинтовое и конгревное тиснение, офсетная, сублимационная и цифровая печать. Какую картину для вас написать на этот раз?

Высокая печать: плюсы и минусы
У высокой печати, как у всякой технологии, есть неоспоримые достоинства и бла-бла-бла. Короче: у неё, как у Луны, есть две стороны. На тёмной, невидимой с Земли, полно кратеров, в которые наш полиграфический луноход может провалиться. Чтобы этого избежать, мы сначала сканируем поверхность со спутника (читаем инструкции и умные книжки, изучаем особенности оборудования и материалов), а потом устраиваем тест-драйв по пустыне на лавовых полях у склонов камчатского вулкана Плоский Толбачик (проводим пробную печать на образце продукции).
Результаты испытаний мы свели в одну таблицу.
| Плюсы высокой печати |
|
|---|---|
Чёткость, резкость, насыщенность оттисков |
Малая разрешающая способность оборудования |
Стабильность качества даже на протяжении большого тиража |
Образование выпуклого рельефа на обратной стороне бумажного листа |
Благодаря химически нейтральной поверхности печатной формы можно использовать краску на водной, спиртовой и жировой основе |
Скромная производительность |
Независимость от влажности запечатываемого материала |
Высокая стоимость форм |
Низкая себестоимость |
|
Оригинальный, стильный, благородный внешний вид продукции |
Ну, вот мы и раскрыли вам почти все тайны высокой печати! Некоторые энтузиасты, начитавшись подобных статей, даже пытаются построить дома типографский станок и сделать на этом свой маленький бизнес? Вы тоже дозрели до этого? Нет? В таком случае – милости просим в «Любимую типографию!».





